Learn how we are working to transform how we use and produce energy.
Steel Production After Coal and Beyond Gas
How to avoid locking in natural gas as the US steel industry transitions to modern methods of production
Why we share this work for free
RMI is an independent nonprofit working to accelerate the clean energy transition. We publish research like this to inform decision-makers and drive real-world impact.
Our work is supported by philanthropy as well as partnerships, including fee-for-service engagements. This support makes it possible for us to share our independent insights for free.
If you find this work valuable, you can support it anytime.
Get more insights like this
Stay up to date with the latest research, analysis, and tools from RMI by opting in to receive occasional emails below. You’ll get new reports, event invitations, and practical insights to help us all accelerate the clean energy transition.
Loading form...
Your download should start automatically. If it doesn’t, click the download button below.
This work is made possible by philanthropy
RMI is a nonprofit supported by donors and partners. Philanthropy enables us to produce independent research and make resources like this freely available.
If you find this report valuable, please consider supporting our work. You can also explore how we partner with organizations to drive impact.
Jump to Section
The US steel industry is entering a pivotal investment cycle. A wave of announced projects and strategic investments from companies including POSCO, US Steel (i.e., Nippon), Hyundai Steel, Mesabi Metallics, NEMO Industries and North American Iron could shape the sector’s emissions profile for decades to come. These recent announcements are following an existing US trend away from blast furnace production towards DRI (direct reduced iron). The last blast furnace constructed in the United States was built in 1980. Since then, three DRI facilities have been constructed with a total production capacity of 6.4 million metric tons per year.
DRI is a production route that offers approximately 50% lower emissions than the traditional blast furnace while also providing a pathway to near-zero emissions steelmaking. Unlike blast furnaces, which depend on coal, DRI technology can operate using a variety of reductant gases. Today, natural gas is the most cost-effective and widely available option in the United States. Looking ahead, however, the same facilities using gas today could operate using hydrogen, enabling near-zero emissions production. The challenge is ensuring that today’s investments in natural gas-based DRI systems do not make tomorrow’s transition to hydrogen unnecessarily difficult or expensive.
This common pitfall is known as fossil fuel lock-in. Fossil fuel lock-in occurs when decisions made today, such as contract structures, equipment choices, or facility locations, create barriers to adopting cleaner technologies in the future. These barriers can persist for decades. In the steel sector, where production facilities often operate for more than a century, the consequences of lock-in can be substantial.
For steel producers, fossil lock-in is more than an environmental impact risk, it is a market one. Rapidly shifting regulations, market procurement preferences, declining clean energy prices and continuing fossil pricing volatility all point towards a future where clean production methods are profitable. Those that remain locked-in to carbon intensive schemes risk losing market share.
The concept is not unique to steel. In the power sector, renewable technologies only began to displace fossil generation at scale after dramatic cost declines made them competitive with incumbent technologies. Yet even after reaching cost competitiveness, the transition was often slowed by existing infrastructure, market structures, and long-term investment decisions. Similar dynamics could emerge in steel.
There is one important distinction. While wind, solar, and battery technologies are now broadly cost-competitive with fossil electricity generation, near-zero emissions steelmaking remains more expensive than conventional production. Hydrogen DRI (H2-DRI) paired with EAF steelmaking is currently the leading commercial pathway for producing near-zero emissions steel, but it still carries a significant cost premium relative to natural gas-based DRI and other incumbent production routes.
This article looks ahead to a future in which H2-DRI production becomes increasingly competitive. It examines how industry can avoid fossil fuel lock-in today while also identifying opportunities to narrow the production cost gap along the way. Drawing on current market trends and announced investments, it explores three key dimensions of lock-in as the US steel sector modernizes:
- Supply contracts that can tie facilities to fossil fuel consumption for years.
- System design choices that can either ease or complicate future hydrogen conversion.
- Greenfield development decisions, including siting and facility configuration, that influence the long-term economics of clean production.
Addressing these issues now can help ensure that the next generation of US steel investments delivers not only lower emissions today, but also a credible pathway to near-zero emissions production in the future.
Long-term supply contracts
Iron and steel facilities consume enormous quantities of energy in the form of coal, natural gas, electricity, and soon, hydrogen. While some facilities are part of vertically integrated corporate structures that supply portions of these energy needs internally, most rely on third-party providers. The terms under which that energy is procured can have significant implications for future decarbonization. Long-term fossil fuel supply agreements can create lock-in by making it financially difficult for producers to switch to lower-emissions alternatives before contracts expire.
Often referred to as take-or-pay contracts, these legally enforceable arrangements require customers, such as iron and steel producers, to either purchase a minimum volume of fuel or pay a financial penalty, often referred to as an “early exit” or “early termination” fee. While these agreements help guarantee revenue for suppliers and ensure reliable energy delivery for industrial facilities, their duration and structure can influence how quickly a producer can transition away from fossil fuels.
There are currently three natural gas-based DRI facilities operating in the United States. Although the details of their gas procurement contracts are negotiated on an individual facility basis and are not public, available information provides useful insights into how different contracting approaches may affect future hydrogen adoption and the potential for fossil fuel lock-in. Together, these facilities illustrate a spectrum of procurement strategies, ranging from predominantly short-term contracting arrangements to direct upstream investment in natural gas production.
Cleveland-Cliffs (Iron Units LLC) – Toledo, Ohio
The newest of the DRI facilities in the United States, Cliffs started commercial production in 2020. The facility is located at the mouth of the Maumee River, where it empties into Lake Erie and is surrounded by several other industrial sites, including the Oregon Clean Energy (OCE) facility and the Cenovus Toledo Refinery. Cliffs selected the former Chevron refinery site following a $19 million remediation effort and a $28 million investment by the Toledo Port Authority for infrastructure upgrades, including increased natural gas delivery capacity.
The facility sources gas from the nearby Oregon Lateral pipeline, originally constructed to service the OCE facility next door. The Oregon Lateral has the capacity to deliver 280,000 dekatherms, equivalent to approximately 270 million cubic feet (MMcf), of natural gas per day from the Nexus Interstate Pipeline to customers in Northwest Ohio. Assuming a 90% capacity factor for the 1.6 Mt DRI facility, Cliffs’ nominal operating conditions would require approximately 13% of the Oregon Lateral’s capacity. This gas is delivered onsite via the 18-inch diameter, 1.5 mile-long Ironville Lateral, which was constructed specifically to support the DRI plant. RMI estimates a pipeline of this size and length cost approximately $5.3M at the time of its construction in 2017. A small expense compared to the total project cost of $1billion.
According to company tax documents, Cleveland-Cliffs utilizes “a combination of long-term, annual, quarterly, monthly and spot contracts from various suppliers at market-based pricing” to procure natural gas for operations. Although this disclosure offers little detail on the exact structure of the company’s gas procurement strategy, it is known that most industrial facilities, excluding larger infrastructure sites such as LNG terminals, predominantly rely on offtake contracts with terms shorter than 36 months. Varying contract lengths for different volumes and operational needs helps shield operators like Cliffs from sharp natural gas price spikes that can occur at regional, national, and global scales.
In addition to physical gas procurement contracts, operators like Cliffs often leverage financial hedging mechanisms to further manage price volatility. For example, purchasing market “shorts” can provide protection against natural gas price spikes while still allowing companies to benefit from price declines. Financial mechanisms like this have helped industrial producers shorten contract lengths for natural gas by reducing volatility risk while allowing for upside realization when prices drop.
Tax documentation also indicates that Cliffs has maintained approximately $1.3B in take-or-pay contracted energy and commodity purchases with term lengths less than 12 months each of the past 3 years. These contracts for gas, electricity, transportation and other raw materials are structured with minimum volumes that require payment and delivery or associated fees are assessed. Based on recent industrial gas prices in Ohio, the volume of gas required for the DRI facility was estimated to cost $120M in 2024.
Taken together, these disclosures suggest that Cleveland-Cliffs relies primarily on relatively short-term procurement arrangements, limiting the degree to which fuel supply contracts alone would impede a future transition to hydrogen.
ArcelorMittal – Corpus Christi, Texas
Originally developed by Austrian steelmaker Voestalpine, the facility began commercial production in 2017 and was acquired by ArcelorMittal in 2022. Like the Cleveland-Cliffs facility in Toledo, the Corpus Christi DRI plant shares a much larger gas-consuming neighbor. In this case, it is the Cheniere LNG terminal, which sources gas from the Eagle Ford shale deposits roughly 20 miles to the northwest.
The Cheniere pipeline serving the LNG terminal has a capacity of 2.75 billion cubic feet of natural gas per day. The 2 Mtpa DRI facility, assuming a 90% capacity factor, consumes approximately 17 MMcf/day, less than 1% of the pipeline’s total capacity. Details regarding the facility’s interconnection to the Cheniere pipeline are not public, nor are the specific contract arrangements between ArcelorMittal and Cheniere.
However, ArcelorMittal has disclosed that natural gas procurement for its operations in neighboring countries, including Canada and Mexico, is facilitated through the “natural gas spot market or through short-term contracts.” They also indicate they leverage market shorting mechanisms to help shield their short-term gas procurement contracts from price spikes, similar to the approach employed by Cleveland-Cliffs.
While direct evidence regarding the Corpus Christi facility’s gas procurement strategy is limited, the company’s broader approach to natural gas purchasing suggests a preference for short-term and market-based contracting mechanisms rather than long-duration supply agreements. If this approach extends to Corpus Christi, fuel procurement contracts alone are unlikely to present a significant barrier to future hydrogen adoption.
Nucor – Convent, Louisiana
Compared to the other two facilities, the Nucor site is an anomaly. Nucor’s approach to natural gas procurement differs substantially from that of Cleveland-Cliffs and ArcelorMittal. Rather than relying primarily on facility-specific short-term and spot market contracts, Nucor entered into a 20-year joint development agreement in 2012 with Canadian natural gas producer Encana (now Ovintiv Inc.) to supply gas for the Louisiana DRI facility as well as other Nucor facility operations around the country .
The agreement extended beyond fuel procurement and included well ownership interests and future development requirements for natural gas reserves in the Gulf region. In 2016, Encana and Nucor restructured the arrangement, eliminating much of the original. As part of the new deal, however, Nucor acquired a 49% leasehold interest in Encana’s assets in the South Piceance Basin, which spans approximately 54,000 acres in western Colorado. Nucor also retained ownership interests in wells established under the original agreement.
While the 2016 restructuring reduced Nucor’s capital exposure to future well development in the Gulf, the company remains significantly invested in upstream natural gas infrastructure and operations. This level of involvement stands in stark contrast to the more conventional procurement approaches observed at Cleveland-Cliffs and ArcelorMittal. Beyond Nucor, there are few examples of long-term upstream energy investments by steel production companies. US Steel explored a fracking well on its Edgar Thomson footprint but ultimately abandoned the project amid public and regulatory push back. More recent examples of EAF mills developing clean electricity onsite are more common than upstream fossil fuel investment.
Together, these three facilities illustrate a spectrum of natural gas procurement strategies, ranging from predominantly short-term contracting arrangements to direct upstream ownership and development agreements.
Retrofit modifications and asset capital
Technology selection is one of the most significant sources of fossil lock-in for industrial facilities. In the US steel sector, however, producers are already choosing DRI over new blast furnace capacity. This technological shift is essential as it provides a direct pathway to near-zero emissions production, avoiding what would be the highest level of fossil fuel lock-in, new coal-dependent infrastructure.
DRI selection does not mean lock-in risks disappear. The DRI facilities operating in the United States today rely on natural gas, and transitioning these assets to hydrogen will require some equipment modifications and capital investment on-site, with older facilities likely needing more attention. The more expensive and operationally disruptive these modifications are, the less likely operators will be to make the transition. Conversely, reducing retrofit costs and finding ways to adapt existing equipment can increase the likelihood of hydrogen transition.
At the most fundamental level, DRI systems reduce the iron oxides found in iron ore to metallic iron needed for steelmaking. For most DRI systems, this reduction occurs in a shaft furnace, the central component of the system. The dominant technology providers for commercial shaft furnace systems are Energiron and Midrex.
As of today, there is no commercial example of an operating natural gas DRI facility converting to 100% hydrogen operation. However, both technology providers have been selected for commercial-scale projects destined to begin operation, leveraging 100% hydrogen . In addition, the transition from natural gas to 100% hydrogen has been validated by both providers via in-house R&D testing and via pilot programs run at commercial and demonstration sites. While some technological risk remains, the feasibility of hydrogen-based operation has already been demonstrated. Both companies utilize gravity-fed vertical shaft furnaces, but they fundamentally differ in how they manage reductant process gases and remove CO₂. These differences have implications for the transition from natural gas to hydrogen.
Midrex utilizes a proprietary external reformer to convert incoming raw natural gas into a syngas of highly concentrated hydrogen and carbon monoxide, the reducing gases required inside the shaft furnace. Energiron conducts in-situ reforming combined with a selective CO₂ removal unit in its process gas recirculation loop to create the required concentrations of CO and H2. Process flow diagrams for each technology provider’s nominal natural gas-based configuration are included in Exhibits 1 and 2. In addition to their differing approaches to gas reforming and recirculation, the two systems also operate at different pressures. Midrex DRI facilities operate near ambient pressure at approximately 1 bar(g), whereas Energiron systems typically operate between 6 and 8 bar(g).
Exhibit 1: Energiron Configuration
-
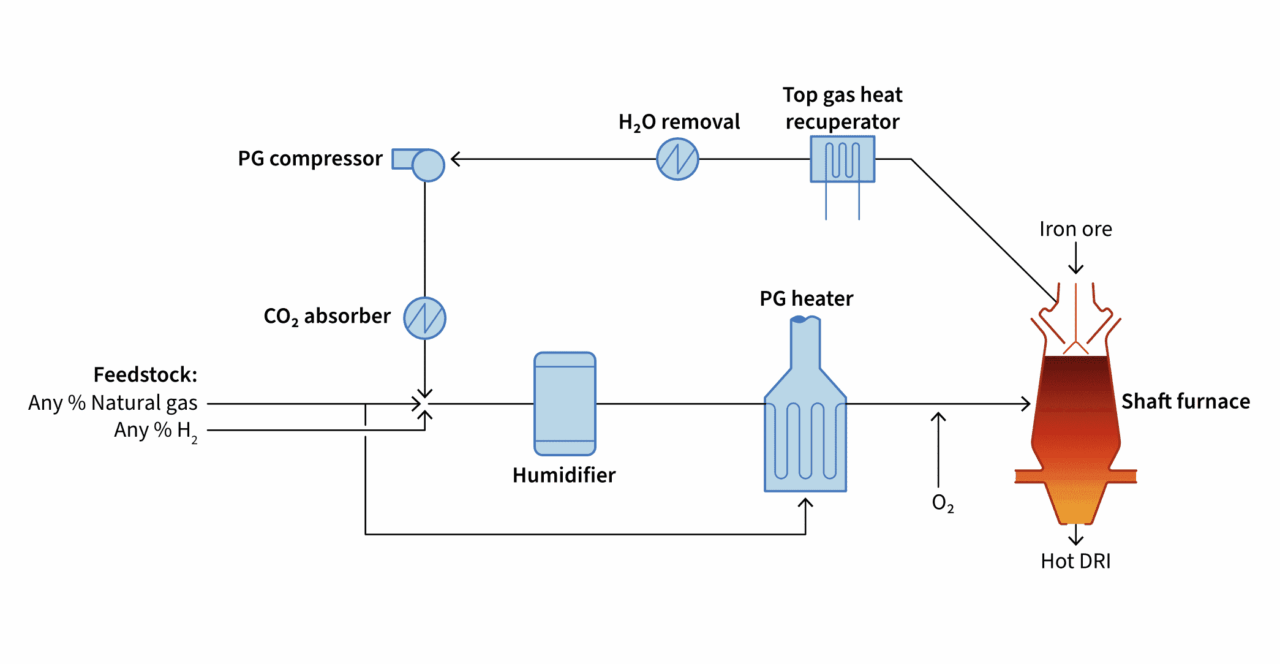
Energiron nominal natural gas configuration -
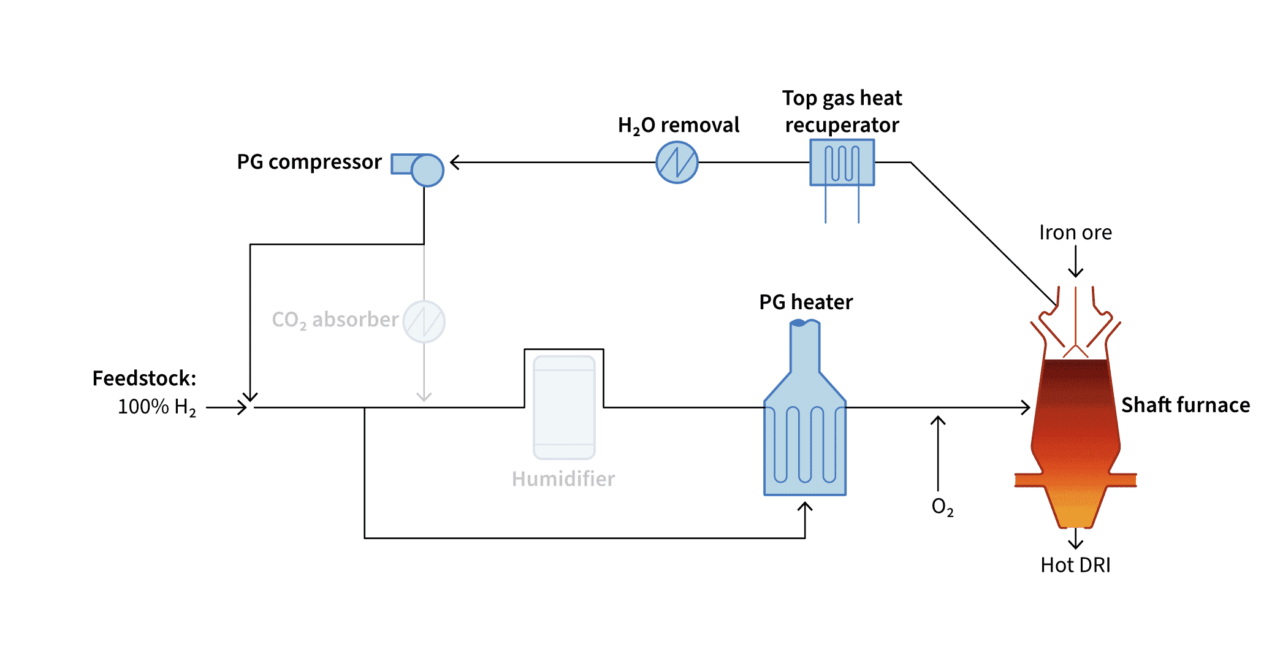
Energiron modified natural gas configuration for 100% hydrogen operation
Exhibit 2: Midrex Configuration
-
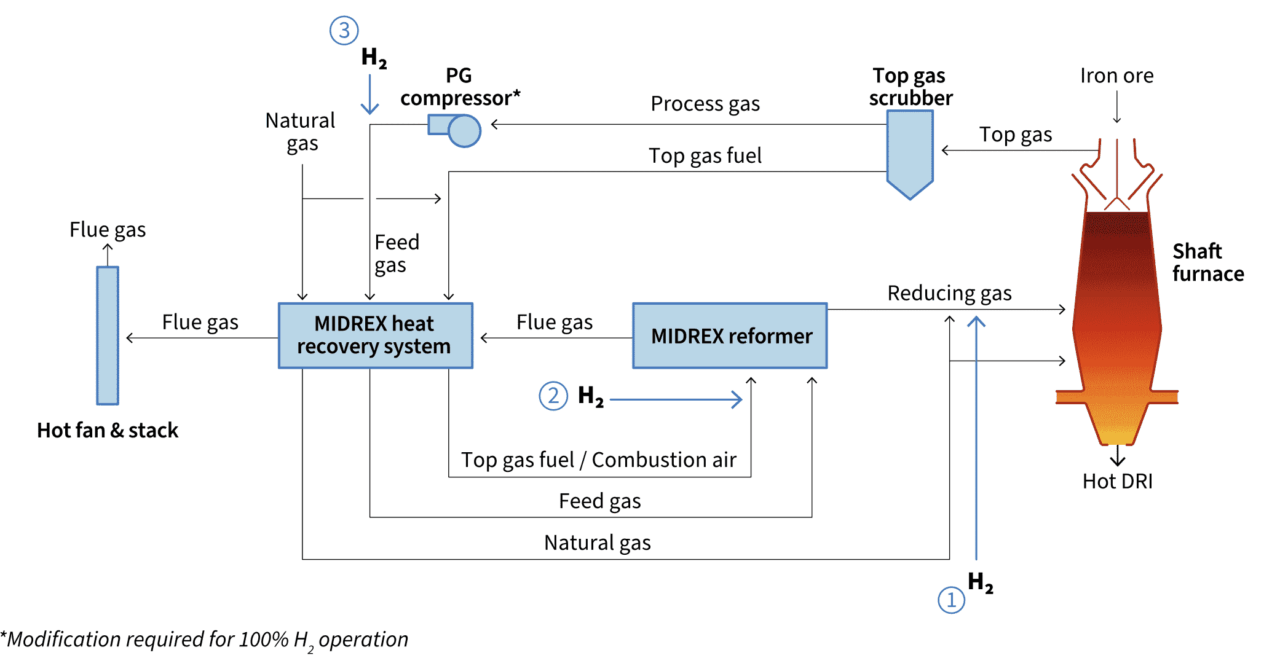
Midrex nominal natural gas configuration with identified hydrogen injection locations -
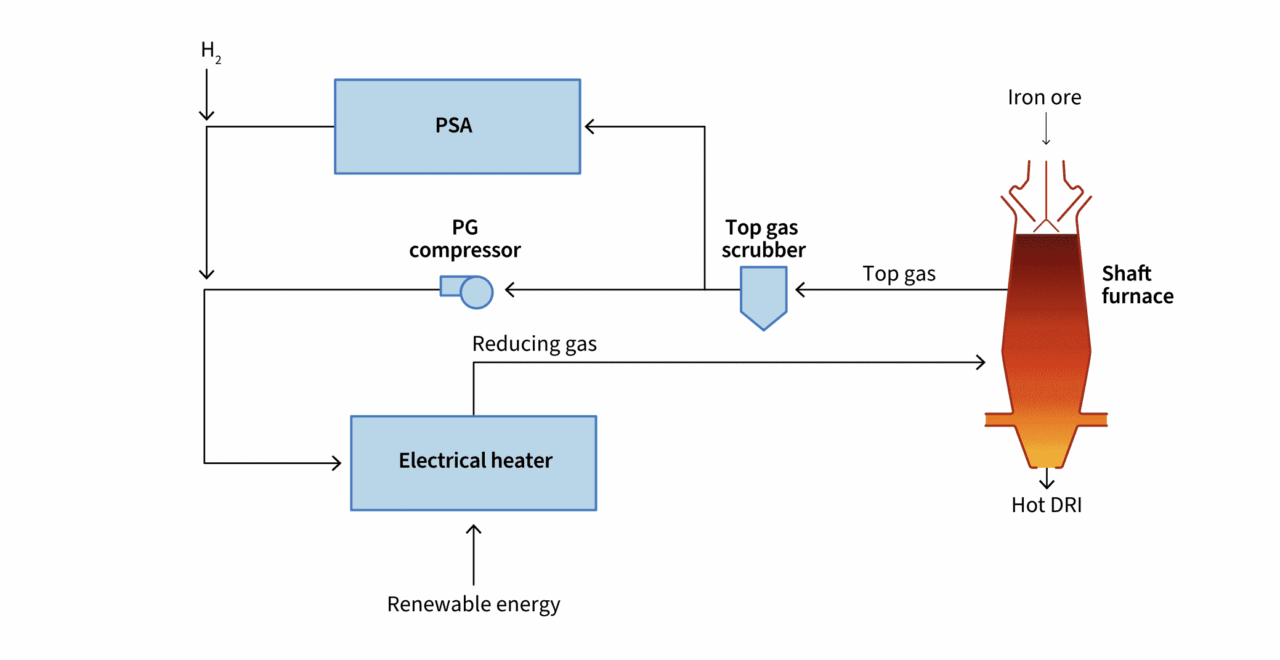
Midrex 100% hydrogen greenfield system design
Gas to hydrogen conversion process
Midrex holds the dominant market share for DRI systems globally at 54% (80% of all shaft furnace DRIs). Both the Cleveland-Cliffs and ArcelorMittal facilities utilize Midrex technology. Because these plants were developed before Midrex introduced its flex-fuel configuration, they were designed to specifically operate utilizing natural gas.
Over the years, Midrex and Energiron have made numerous technological resources detailing their equipment’s operation available to the public via white papers and reports. Midrex has published the most detailed guidance on transitioning existing natural gas-based facilities to 100% hydrogen operation. While Energiron has disclosed fewer technical details publicly, inferences can be made regarding the required modifications for their systems.
According to Midrex, the conversion process to 100% hydrogen requires 4 modification phases, all of which can be implemented simultaneously. Minimizing downtime is critical. A large DRI facility can produce up to 300 metric tons of DRI per hour and typically operates at capacity factors approaching 90%. For every 1% the utilization rate decreases, a 2Mt facility could lose $2 million in annual profit (assuming a $400 per metric ton sale price). Aligning hydrogen-related modifications with planned maintenance outages can significantly reduce the economic impact of the transition.
The first modification required is an increase in compression capacity through the addition of a third centrifugal compression stage . This equipment increases process gas flow rates, helping maintain the desired reaction kinetics in the shaft furnace as hydrogen concentrations increase. RMI estimates that a compression stage meeting Midrex specifications could cost over $60 Million, likely the most expensive piece of equipment required during transition.
Second, relatively minor modifications are needed within the heat recovery unit to manage changes in the system temperature profile as the reduction reaction becomes increasingly endothermic with higher hydrogen concentrations.
Third, modifications to the cooling and carburization loop, omitted from Exhibits 1-2 for simplicity, will be required. These modifications are only required for standalone DRI systems producing DRI and HBI products for steelmaking elsewhere, as is the case for all three operating facilities in the US today.
Finally, increasing hydrogen concentrations result in greater water vapor production and alter the balance between hot and cold water streams throughout the facility. Managing these changes requires additional piping, valves, and cooling tower capacity. Based on industry and commercial engagement, the combined cost of equipment, engineering, and construction associated with a full hydrogen conversion is likely to be between $150 million and $200 million. However, in the absence of commercial-scale conversion projects, this estimate remains uncertain.
While significant, these costs remain substantially lower than constructing a new DRI facility and demonstrate that existing Midrex assets offer a credible pathway to near-zero emissions production.
For Midrex systems, major equipment modifications are not required immediately. According to the company, compressor upgrades become necessary once hydrogen replaces approximately 30% of the natural gas feed (at which point, total hydrogen concentration in the process gas is roughly 69% relative to CO). It is at this inflection point that it would be most practical to implement all the required hydrogen modifications allowing the facility to fluidly transition to 100% once production resumes. A ramp-up period would likely follow the outage to test safety systems, validate operating procedures, and ensure that process conditions remain within design specifications.
Initially, hydrogen can be introduced downstream of the reformer (Location 1 in Exhibit 2), allowing the facility to operate close to nominal conditions with minimal equipment modifications. Midrex recommends increasing hydrogen incorporation through this injection point until approximately 80% natural gas replacement is achieved. Beyond this threshold, additional hydrogen must be introduced upstream of the reformer (Location 3 in Exhibit 2). Location 2 in Exhibit 2 indicates where hydrogen could be utilized as a fuel source in the modified reformer.
Carbon content in products
Midrex recommends introducing hydrogen in a manner that maintains the final product carbon content as close as possible to conventional natural gas-based operation. While this is preferential for downstream customers (primarily EAF manufacturers) that have designed their furnaces and operations to be compatible with a certain carbon content, typically between 0.5% and 1.6%, it may not be essential.
EAFs can accommodate a range of carbon content in their iron products through adjustments to scrap ratios and supplemental carbon additions during melting. Facilities that rely primarily on scrap-based EAF production are likely to have the greatest operational flexibility. For EAFs using high percentages of DRI or HBI in their melt, capital modifications to the refractory material and electrodes may be required in order to accommodate low or zero carbon DRI and HBI products.
Operationally, higher carbon bearing DRI is believed to reduce energy demand within the EAF as the breakdown of Fe3C molecules contributes heat exothermically during melting. This lower electricity demand means reduced operational costs for the steelmaker. To process low or zero-carbon DRI or HBI supplemental carbon must be added during the steelmaking phase. In this scenario, costs that were previously borne by the ironmaker (DRI operator) are shifted downstream to the steelmaker (EAF operator). While this arrangement may not be attractive in all commercial situations, it could be preferable for vertically integrated producers that control both ironmaking and steelmaking operations.
Ultimately, DRI facilities considering a switch to 100% hydrogen will have to negotiate with their downstream customers to determine the desired DRI carbon content. Although higher carbon ratios have been preferred historically, a market for zero carbon DRI products is certainly possible to emerge, eliminating the need for onsite carburization at DRI facilities. Hybrit testing campaigns and recent modeling research on EAF heating activity indicate that lower carbon DRI can also achieve reduced EAF energy demand while improving mechanical properties.
Adjustments to reductant heating
The transition to hydrogen also alters the energy balance within the DRI facility. In conventional natural gas-based operation, natural gas serves three functions: a reductant for iron ore, a fuel for preheating process gases, and a heat source to fuel the reforming reactions. In a 100% hydrogen system, reforming is no longer required, eliminating that portion of the facility’s energy demand. At the same time, the reduction reaction within the shaft furnace becomes increasingly endothermic as hydrogen concentrations rise, increasing the heating requirements for the process gas.
These counteracting shifts in energy consumption result in an overall reduction in facility energy demand of roughly 15%. This net reduction in energy demand suggests that the existing reformer infrastructure can continue supporting the process heating requirements of a fully hydrogen-based system after relatively modest modifications. Something Midrex has also validated with commercial-scale tests.
According to Midrex, transitioning the reformer to a process gas heater is relatively straightforward. The conversion involves replacing the active reforming catalyst with an inert one, installing low-NOx burners to manage increased NOx formation from hydrogen combustion, and injecting hydrogen as the fuel source for process gas heating. Removing the reformer catalyst coincidentally also eliminates the most prominent failure mode in Midrex systems, and will likely lead to reduced maintenance obligations in future operations.
While this strategy is likely the easiest from an equipment investment risk mitigation perspective, it will face some operational cost challenges. RMI analysis indicates that for a 2mtpa DRI facility, 100% hydrogen reduction will require approximately 100,000 metric tons of H2 per year. Utilizing hydrogen for process gas heating would increase that demand by approximately 24%. This additional hydrogen consumption would further widen the production cost gap between natural gas-based and hydrogen-based DRI production. Assuming a hydrogen price of $3/kg and a natural gas price of $5/1,000 ft³, heating the process gas with hydrogen rather than natural gas would increase production costs by approximately $33 per metric ton of DRI produced.
An alternative approach is to instead leverage an electrified process gas heater. While this may result in operating costs similar to hydrogen combustion under certain energy price assumptions, it offers a substantial efficiency advantage. For example, process heating costs are identical for hydrogen combustion and electrified gas heating at 3 $/kg H2 and 8.5 C/kwh electricity but producing the additional 24,000 metric tons of hydrogen would consume approximately 1,300 GWh of electricity, whereas directly electrifying the heating process would require only about 850 GWh of renewable electricity. Both Midrex and Energiron have identified commercial partners capable of supplying full-scale electrified process gas heaters for their 100% hydrogen configurations. Midrex has teamed up with Tutco Sureheat and Energiron has selected Kanthal, both of whom leverage resistive heating elements. Based on company reporting, these electrified heating elements can achieve greater than 95% thermal efficiency and deliver the full required heating load. Stegra’s Boden plant will be the first DRI facility to implement a full-scale electrified process gas heater.
Specific Energiron considerations
While many of the lessons from Midrex systems are applicable to Energiron technology, there are several important differences that affect both hydrogen conversion and decarbonization pathways.
The Nucor facility in Louisiana is a gas-based Energiron ZR system, which includes Energiron’s standard selective CO₂ removal unit. This feature makes Energiron systems more attractive for applying carbon capture and storage (CCS) technology. Although Midrex systems have the optionality to install similar equipment at initial installation, operating Energiron systems already have CO2 removal units in place.
According to Energiron, the nominal CO2 selective removal unit for a ZR plant configuration can isolate and concentrate up to approximately 62% of the CO2 generated during natural gas-based operations utilizing relatively common amine capture technology. This occurs as part of nominal system operations, and to be clear it does not result in lower facility emissions unless that CO2 stream is sequestered in some fashion (most Energiron facilities vent to atmosphere). Capturing the remaining 38% remains technically feasible but would require additional process modifications, including rerouting gas flows and an additional pressure swing absorption (PSA) unit to separate hydrogen for combustion in the process gas heater. While Energiron refers to 100% CO2 capture as feasible with this dual configuration, no industrial scale capture systems have achieved this to date without facing prohibitive operational costs, indicating that residual emissions will likely remain in this setup as well.
Nucor signed an MOU with Exxon in 2023 indicating their intent to explore the feasibility of utilizing the nominal concentrated CO2 stream for valorization, although little information has been made public regarding the arrangement since. To date, the only commercial scale example of CCS deployment on a DRI facility achieving a meaningful system level capture rate is EMSTEEL’s Energiron plant in the UAE. The site claims to capture and utilize 800,000 metric tons of CO2 annually (roughly 27% of total onsite emissions) for enhanced oil recovery, by leveraging the nominal selective CO2 removal unit.
Energiron’s higher nominal operating pressure (6-8barg) also has implications for 100% hydrogen conversion. According to the company, the existing pressure and temperature profile of the nominal gas-based system would be sufficient to operate with 100% hydrogen, therefore eliminating the need for the additional compression stage Midrex requires.
Siting and upstream infrastructure development
Efficiently navigating the transition from gas to hydrogen for the DRI assets already deployed in the United States will be critical to the decarbonization of the US steel industry. However, the decisions made for the next generation of DRI facilities may prove even more consequential. Unlike retrofit projects, greenfield developments offer an opportunity to design systems and select locations with future hydrogen adoption in mind from the outset.
In 2024, the US produced ~21Mt of pig iron in blast furnaces. Replacing that production with DRI would require roughly nine additional DRI facilities. This number could bulge further if domestic steel demand grows or the US seizes the opportunity to become a global supplier of DRI products, leveraging abundant natural gas resources and high-grade iron ore reserves. The locations and design of these greenfield facilities can either contribute to or reduce gas lock-in risk.
Siting
Greenfield DRI systems that intend to initiate production with natural gas are likely to default to locations where natural gas infrastructure is available, and the cost of delivered gas is relatively cheap. In 2024, North Dakota, Texas, Oklahoma and Louisiana all had annual average industrial gas prices below $3.5 per 1000ft3. Some of these locations coincide with regions where renewable hydrogen projects are likely to be low cost in the near future. The map in Exhibit 5 displays the cost gap between 2024 industrial gas prices and the projected renewable hydrogen production via electrolysis. States that are lighter in color have a smaller gap. The smaller the gap, the easier it will be for gas-based DRI systems to transition to pure hydrogen operation. In some cases, like Massachusetts for example, the map indicates a lighter color, but in practicality, both gas and hydrogen prices are high which would likely eliminate it from DRI development consideration. The states highlighted on the map (Oklahoma, Texas, Illinois, Minnesota, New Mexico, Kansas and Wyoming) all had an annual average industrial gas price in 2024 below $7 per 1000ft3 and a relatively small hydrogen cost gap making them well suited places to ease the financial burden of transition.
Exhibit 3
RMI modeling indicates that today a considerable market premium is required to facilitate market competitiveness for 100% H2-DRI production. Although demand for clean steel products is increasing globally, relying on voluntary market premiums for clean products remains insufficient to transition the entire US fleet to near-zero production.
Two other trends to monitor that could affect site and technology selection: the potential for gradually rising domestic gas prices as LNG exports continue to expand, and DRI colocation with existing or planned CCS infrastructure.
With LNG export capacity on the rise, domestic natural gas prices are projected to increase as the domestic market becomes increasingly tied to the global market. If this trend bears out, the cost gap between natural gas and clean hydrogen could narrow even if hydrogen production costs remain unchanged. However, higher natural gas prices could also slow the transition from blast furnace production to natural gas-based DRI if coal prices remain comparatively stable. Fundamentally, the only way to escape volatile fuel commodity prices is for iron and steel manufacturers to invest in and leverage renewable energy and electrolysis-based hydrogen production.
The second trend is the expansion of CCS infrastructure. There are many locations in the US today where CO2 pipelines and storage infrastructure already exist. If located near existing or planned CCS infrastructure, DRI facilities, particularly Energiron systems, may leverage that emissions reduction pathway. The Nucor plant and announced Hyundai facility (both Energiron systems) in Louisiana are along the planned route of Exxon’s Gulf Coast CO2 pipeline, increasing the likelihood that these sites leverage the concentrated CO2 stream from their selective removal units and feed it into Exxon’s infrastructure. However, the ultimate emissions benefit of this approach depends on how the captured CO₂ is used. Exxon has indicated that portions of its Gulf Coast CO₂ network will support enhanced oil recovery. If captured CO₂ from DRI facilities is ultimately used to increase fossil fuel production, this complicates the reality of claiming near-zero emissions production based on that CCS and damages the feasibility of monetizing those emissions reductions via premium priced offtake.
Facility design
Greenfield facilities offer a blank canvas for developers. While the three DRI facilities operating in the United States today share similar layouts and operational practices, the next generation of projects has significant opportunities to improve energy efficiency and reduce the cost of near-zero emissions production.
One of the most promising configurations that offers multiple energy and cost saving opportunities is the colocation of DRI and electric arc furnace (EAF) operations. At most standalone DRI facilities, iron leaves the bottom of the shaft furnace at approximately 650°C before passing through a briquetting machine to produce hot briquetted iron (HBI). The material is then cooled for storage and transportation before being shipped to an EAF or basic oxygen furnace, where it is reheated back to its melting temperature, between 1100 and 1500C depending on its exact composition.
These cooling and reheating processes are energy intensive, and unnecessary when ironmaking and steelmaking are collocated. Both Midrex and Energiron offer system configurations that allow hot direct reduced iron (HDRI) to be fed directly from the shaft furnace into an EAF. According to Midrex, its HotLink conveyor system can deliver HDRI to an EAF at approximately 600°C, minimizing heat loss and saving 120 kWh per metric ton DRI in the EAF.
At an electricity price of 8.5¢/kWh, this translates to approximately $10 per metric ton DRI in direct energy savings, and more importantly, can increase EAF productivity by as much as 20% (due to reduced time/energy required for remelt). For a commercial-scale facility, the combined value of these benefits could approach $70 million annually.
EAF colocation also creates opportunities for waste heat recovery and joint utilization of feedstocks. Today, waste gases from EAFs are typically cleaned and vented to the atmosphere with little or no recovery of their thermal or chemical energy. This is largely because EAF steelmaking is a batch process, resulting in significant variation in flue gas properties within and between batches. These variations have made autonomous energy recovery challenging to implement.
However, researchers at several US national laboratories have identified opportunities for DRI process gas heating to leverage the waste heat from EAF flue gases while also sharing oxygen supply. According to this research, integrating EAF waste heat recovery with an electrified process gas heater could reduce process heating demand by as much as 41%. In addition to reducing operating costs, this would decrease the size of the electrified heating system required, helping to reduce both operational costs and the cost of financing capital by reducing technological scaling risk.
There are additional opportunities for technology colocation that can offer energy and financial savings to improve the economics of near-zero production. Producing electrolytic hydrogen onsite allows for thermal integration with the DRI process flow loop as well as opportunities for water conservation. Solid oxide electrolyzers, in particular, can leverage the elevated temperatures and pressures of the DRI process to reduce electricity energy demand and operational costs. Low-temperature CO2 electrolyzers like those being designed by Helix Carbon can operate with a high degree of flexibility, matching renewable generation profiles. These types of electrolytic processing and recirculation of existing reductants (CO and H2) can achieve 90% emissions reduction while also reducing total energy consumption and minimizing impact to the furnace’s original configuration . Other efficient gas separation technologies can also help reduce fossil fuel demand while improving overall system efficiency. Although many of these technologies are currently being developed as retrofit solutions for existing facilities, greenfield projects offer even greater flexibility to integrate them from the outset and maximize their potential.
Electrifying compatible equipment from the outset can also reduce future transition costs and preserve operational flexibility. In fact, approaches like this are already beginning to appear in announced project designs. Hyundai recently updated the Title V air permit for its proposed Louisiana DRI-EAF facility to electrify several downstream steelmaking systems that have traditionally relied on natural gas combustion. While these electrification measures alone will not deliver near-zero emissions production, they reduce fossil fuel consumption today and make future decarbonization efforts simpler.
Conclusion
Examining the US transition away from fossil fuel-based steel production has implications far beyond domestic markets. The US can play a leadership role in clean iron and steel production by maximizing the value of its existing asset base and creating a credible pathway to near-zero emissions production in the future. Once a global powerhouse of blast furnace steelmaking, the US industry is now dominated by electrically powered, largely scrap-fed EAFs which are more cost effective than blast furnace production and are increasingly capable of producing the full suite of high value steel products. Supporting this EAF fleet with the minimum viable quantity of ore-based metallics (DRI and HBI) presents a pathway for the US steel sector to modernize while minimizing energy consumption, reducing production costs, and strengthening long-term competitiveness.
In 2024, the US imported 4.7Mt of pig iron to support EAF production. Replacing those imports, in addition to the roughly nine DRI facilities required to displace existing blast furnace production, means as many as eleven new DRI plants could be on the horizon.
The transition to DRI is only the first step. Ensuring that these facilities retain a viable pathway to near-zero emissions production without becoming locked into natural gas use will be critical. Producers can reduce future barriers to hydrogen adoption by maintaining flexible, short-term fuel procurement strategies, selecting technology configurations like the flex-fuel systems that minimize the cost and complexity of hydrogen conversion, and selecting sites that enable access to abundant, low-cost clean electricity and hydrogen in the future. For greenfield facilities in particular, decisions related to siting, system integration, and energy efficiency may prove just as important as the technology itself. US Steel’s recent DRI announcement at the Big River site in Arkansas is an example of a flex-fuel system collocated with EAFs poised for efficient production in the short term and optionality for hydrogen incorporation in the future.
For the existing DRIs, these sites have an opportunity to be the first in the world to transition commercial gas-based operations to 100% hydrogen. Midrex and Energiron have spent significant research and testing capacity validating and derisking these transition pathways. Leveraging that expertise to develop comprehensive, asset-specific plans will help operators avoid missteps and unnecessary costs.
The question is not whether DRI can support near-zero emissions steelmaking. It can. The question is whether today’s investment decisions preserve the flexibility needed to reach that future. Progress will almost certainly be incremental, but the choices made today will shape the speed and cost of the transition for decades to come.

Related Insights


Advance Market Commitments Today Can Build a Low-Carbon Tomorrow


Help build the clean energy future. Donate today.
Independent research. Real-world solutions. Supported by donors.
RMI can pursue the highest-impact climate and energy solutions because we’re supported by people who believe change is possible. Every gift helps advance the work needed to make clean energy the default choice worldwide.
For other ways to give to RMI, including checks or gifts of stock, please visit Other Ways to Give.
